




 |
25 mm draadfrees frees hardmetalen frees volledige tanden
Productdetails:
| Plaats van herkomst: | China |
| Merknaam: | BWIN |
| Modelnummer: | M12x1.75-D9.8x30x75 |
Betalen & Verzenden Algemene voorwaarden:
| Min. bestelaantal: | 1 stks/doos |
|---|---|
| Prijs: | negotiable |
| Verpakking Details: | Plastic doos |
| Levertijd: | 7 werkdagen |
| Betalingscondities: | T/T, Western Union |
| Levering vermogen: | 1-10000 stks 7 dagen |
|
Gedetailleerde informatie |
|||
| Productnaam: | Hardmetalen draadfrees 25 mm | Model: | Spiraaldraadfrees met 3 fluiten |
|---|---|---|---|
| Materiaal: | Wolfraamcarbide wisselplaatfrees | Werkstuk: | Gietijzer/Staal/Roestvrij staal/Aluminium |
| Gebruik: | frezen | Coating: | TiAICN |
| Hoek van tand: | 55°, 60° | Voorzien zijn van: | Hoge snijtandsterkte |
| Sollicitatie: | Freesmachine | Pakket: | 1 stks/doos |
| Markeren: | 25 mm draadfrees,hardmetalen frees 25 mm,hardmetalen frees volledige tanden |
||
Productomschrijving
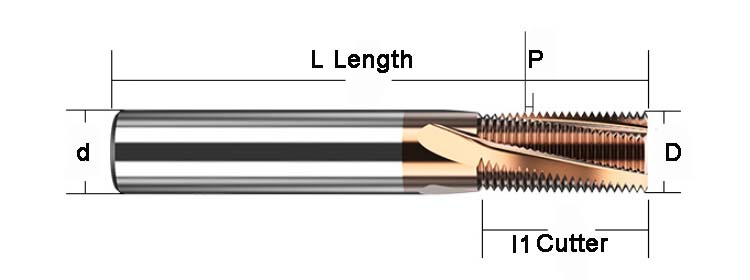
Draadsnijfrees M12x1.75-D9.8x30x75 TiAICN gecoate hardmetalen draadfrees
Snel detail:
- Hoge hardheid
- Hoge precisie
- Goede slijtvastheid
- Goede afwerking
- Sterke trillingsweerstand
- Lang leven
Beschrijving:
- Vergeleken met de traditionele draadbewerkingsmethode heeft draadfrezen grote voordelen wat betreft verwerkingsnauwkeurigheid en efficiëntie, en wordt het niet beperkt door de draadstructuur en draadrichting.Een draadfrees kan bijvoorbeeld verschillende soorten binnen- en buitendraad met verschillende draairichtingen bewerken.Voor schroefdraden die geen kruis- of ondersnijding mogelijk maken, is het moeilijk te verwerken met traditionele draaimethoden of tappen en sterven, maar het is heel gemakkelijk te bereiken met CNC-frezen.Bovendien is de duurzaamheid van de draadfrees meer dan tien keer of zelfs tientallen keer die van de tap.Bovendien is het erg handig om de draaddiameter aan te passen tijdens het NC-draadfrezen, wat moeilijk te doen is met de tap en de matrijs.
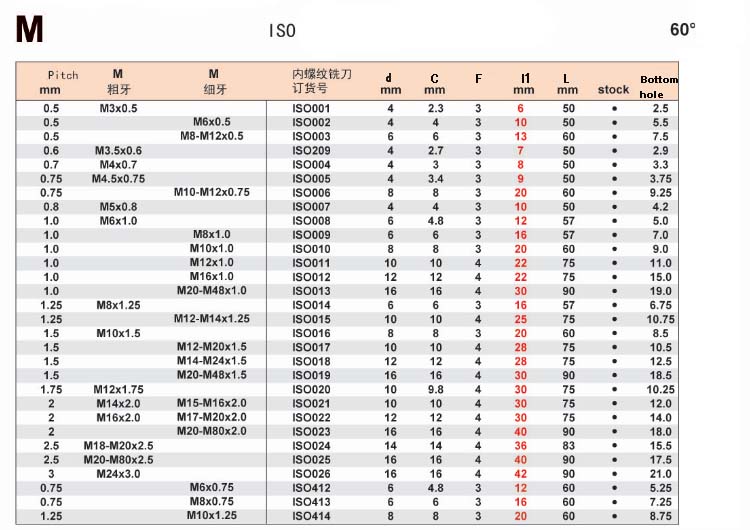
Specificaties:
|
Artikelkwaliteit
|
HRC45
(YG10X)
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Duitsland K44 & K40)
|
HRC65
(Sandvik H10F)
|
|
Details
|
Korrelgrootte 0.7um
Co10% Buigsterkte 3320N/mm2 |
Korrelgrootte 0.6um
Co10% Buigsterkte 4000N/mm2 |
Korrelgrootte 0,5um
Co12% Buigsterkte 4300N/mm2 |
Korrelgrootte 0,5um
Co10% Buigsterkte 4300N/mm2 |
|
Coatingclassificatie en voordeel
|
|||||
|
Item
|
Coatingtype
|
AlTin
|
TiAlN
|
TiSiN
|
Nako
|
|
kenmerk
|
Hardheid (HV)
|
3300
|
2800
|
4300
|
42 (GPA)
|
|
Dikte (UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
Oxidatietemperatuur (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Wrijvingscoëfficiënt
|
0,35
|
0.3
|
0,25
|
0,4
|
|
|
Kleur
|
Zwart
|
Bronzen
|
Brons en goud
|
Blauw
|
|
|
Voordelen
|
Hoge hittestabiliteit
|
Normaal snijdend
|
Geschikt voor zwaar zagen en zagen met hoge hardheid
|
Voor snijden met hoge precisie
|
|
|
Geschikt voor droog zagen met hoge snelheid
|
Geschikt voor het snijden van vormstaal, roestvrij
staal |
Geschikt voor snijden met hoge hardheid, verwerking van vormstaal
|
|||
|
Meest geschikt voor hardmetalen snijgereedschappen, draaiwisselplaten
|
|
|
|||
Merk op:
- Ga voorzichtig te werk om schade door stoten te voorkomen.
- Het laden en lossen van de frees moet worden beschermd met een doek om te voorkomen dat handen gewond raken of de snijrand wordt beschadigd door vallen
- Tijdens het frezen moet de frees volledig worden gescheiden van het werkobject voordat de machine wordt gestart om schade aan de frees door stoten tegen het werkobject te voorkomen
- Hoe korter de afstand tussen de rand van de frees en de spoel, hoe beter de trilling van de frees kan worden verminderd.De lengte van de snijder mag niet te lang zijn
- Selecteer de juiste en geschikte frees om het werkobject te frezen en selecteer de snijsnelheid en voeding op basis van het materiaal van het werkobject
- Wanneer de snijgegevens onduidelijk zijn, moet de voedingssnelheid (voedingssnelheid) worden verlaagd om te testen en vervolgens moeten de verwerkingsgegevens geleidelijk worden gecorrigeerd om het ideale productie-effect te bereiken.Maak geen snelle vorderingen om schade of letsel aan de frees te veroorzaken.
Toepassingen:
Voorgehard staal, roestvrij staal, matrijzenstaal, staalplaat, hittebestendig staal, pijp, koper en aluminium, gietijzer, non-ferrometaal, hout, kunststof, FRP enzovoort.Algemeen gebruik gleufsteken, frezen, profileren.
![]()
FAQ
1. Flankslijtage?Hogere snijweerstand, kerfslijtage op de flank, slechte ruwheid van het oppervlak of verslechtering van de nauwkeurigheid.
Zachte soorten, te hoge snijsnelheid, kleine flankhoek, lage voeding.
Selecteer een hogere, slijtvaste kwaliteit, verlaag de snijsnelheid, verhoog de flankhoek, verhoog de voeding.
2. Kraterslijtage?Ongecontroleerde chip, slechte oppervlaktekwaliteit, bij het afwerken van koolstofstaal met hoge snelheid
Zachte kwaliteiten, te hoge snijsnelheid, te hoge voeding, de kracht van de spaanbreker is onvoldoende.
Schakel over naar een hogere slijtvaste kwaliteit, verlaag de snijsnelheid, verlaag de voeding, selecteer een spaanbreker met een hogere sterkte.
3. Chippen?Plotselinge breuk van de snijkant (harkvlak en flank), levensduur wisselplaat instabiliteit
Taaiheid onvoldoende, te hoge voedingssnelheid, snijkantsterkte onvoldoende, instabiliteit van het gereedschap.
Selecteer een hardere hardmetaalsoort, verlaag de voedingssnelheid, verhoog het honen van de snijkant (afschuinen tot afronden), verhoog de stabiliteit en instelhoek
4. Breuk invoegen?Snijweerstand verhoogd Slechte oppervlakteruwheid.
Taaiheid onvoldoende, te hoge voedingssnelheid, snijkantsterkte onvoldoende, instabiliteit van het gereedschap.
Selecteer een hardere hardmetaalsoort, verlaag de voedingssnelheid, verhoog het honen van de snijkant (afschuinen tot afronden), verhoog de stabiliteit en instelhoek.
5. Plastische vervorming?Variatie van afmeting Neusslijtage, snijkant draperen of passiveren. Bij het verwerken van gelegeerd staal Slechte oppervlakteruwheid
Zachte hardmetaalsoort, te hoge snijsnelheid, te hoge snijdiepte en voedingssnelheid, oververhitting van de snijkant.
Selecteer een snijmateriaal met een hogere rode hardheid, verlaag de snijsnelheid, verlaag de snijdiepte en voedingssnelheid, selecteer een snijmateriaal met een hogere thermische geleidbaarheid (CVD + voldoende koelmiddel).
6. Randopbouw?Werkstuk lost op met snijkant Slechte oppervlakteruwheid bij nabewerken, Snijweerstand verhoogd, Snijden van zachte materialen.
Snijsnelheid te laag, snijkant stomp, ongeschikt gereedschapsmateriaal.Verhoog de snijsnelheid, verhoog de hellingshoek, selecteer een kleine kleefkracht.
Wilt u meer details over dit product weten